

Desafíos de la aplicación de lean en varios sitios
La siguiente transcripción es de una presentación sobre el tema de la implementación de lean a la Grupo de Interés Especial en Lean Manufacturing celebrada en Adelaida en mayo de 2013 por el Sr. Peter Gardner, Director de Ingeniería de Fabricación Global de TI Automotive.
La charla se centra en la motivación y la actitud correctas hacia la implantación de lean, y analiza el uso de normas y sistemas de evaluación coherentes en centros de producción repartidos por todo el mundo.
Introducción – Aplicación de lean
Voy a intentar compartir algunas de mis experiencias. Primero haremos una pequeña introducción. Me gustaría empezar presentando a nuestra empresa con dos o tres diapositivas, ya que eso prepara el terreno. Voy a plantear la pregunta de por qué puede pensar que la fabricación ajustada es su solución. Voy a proporcionar un poco de historia, creo que siempre es útil, ya que hay mucha historia en la lean manufacturing. Hablaré de lo que ha hecho TI Automotive y terminaremos con algunos comentarios finales.

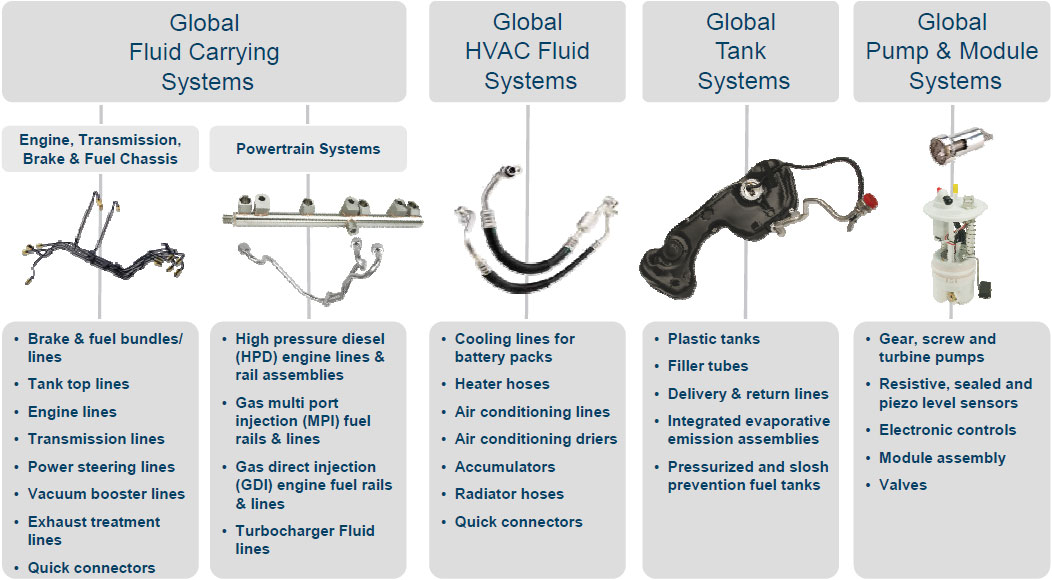
En realidad, TI Automotive tiene cuatro divisiones. Fabricamos depósitos de combustible moldeados por soplado, sistemas de bombas y módulos para el combustible, sistemas de transporte de fluidos, que es el área en la que estoy involucrado, sistemas de fluidos HVAC en el compartimento del motor, y sistemas de tren de potencia se encuentra bajo la División de Sistemas de Transporte de Fluidos.
En la división en la que participo hacemos muchos sistemas tubulares de freno y combustible. Hacemos todas las tuberías que van por debajo del coche desde el depósito de combustible hasta el motor, tanto para el freno como para el combustible, para las ruedas, las unidades ABS, etc. En la parte del sistema de tren de potencia hay mucho trabajo de raíles de combustible y diésel de alta presión. Los tubos de gasóleo están entrando ahora y eso es una parte muy importante de nuestro negocio. Los motores diesel son cada vez más populares.
La empresa cuenta con unos 130 emplazamientos, y no creo que haya ningún lugar del mundo donde se construyan coches en el que no tengamos algún tipo de instalación, ya sea una planta de fabricación, un almacén o una oficina de ventas. Tenemos una cobertura muy amplia. La naturaleza de los productos de freno y combustible, una vez fabricados y montados listos para ir en un coche, es tal que son extremadamente difíciles de enviar. No se embalan fácilmente y pueden dañarse con facilidad, por lo que nuestra filosofía es tener nuestras instalaciones de fabricación cerca de donde nuestros clientes construyen los coches.
Esta es sólo una instantánea del tamaño total de la empresa. La región de Asia-Pacífico representa alrededor del 28% de las ventas del total de la empresa. Esto está cambiando rápidamente: en los últimos tres años la región de Asia-Pacífico ha superado a Estados Unidos y en unos cuatro años superará a Europa. Europa no viaja tan bien en la actualidad, mientras que el tamaño de la industria del automóvil en Asia-Pacífico sigue duplicándose cada cinco años aproximadamente.
Aplicación delean – La actitud correcta
Antes de lanzarse a la lean manufacturing, debe pensar si realmente es la mejor solución para usted. ¿Existe una necesidad real o es que alguien ha asistido a un seminario de este tipo y se ha convertido en el sabor del mes? Si algún ejecutivo en algún lugar dice que el otro día estuvieron en algo y que hablaron de la fabricación lean manufacturing, y que por lo tanto debemos hacer un poco de eso, pues esa es exactamente la peor motivación para entrar en la lean manufacturing. TI Automotive, al atravesar la crisis financiera mundial que afectó duramente a la industria del automóvil y a la mayoría de los demás sectores, salió bastante mal parada. Así que durante el período de 2010 a 2012 tuvimos problemas con el coste de la mala calidad, el exceso de inventario y la mejora de la productividad que no estaba donde tenía que estar. Y si nos fijamos sólo en esos tres, los problemas de calidad, los problemas de inventario y los problemas de productividad, son las necesidades clásicas en las que los sistemas de lean manufacturing deberían ser eficaces.
Quiero que te metas en esto por la razón correcta. No se asigna a alguien para que se vaya y diga “Escucha, desarrolla un sistema de lean manufacturing para nosotros y vuelve cuando estés listo”. Realmente se necesita la participación de la alta dirección o del consejo de administración de la organización, porque a menos que se comprometan a trabajar con usted, seguirá teniendo problemas, ya que la fabricación ajustada no es una solución rápida a los problemas. Obtendrá beneficios sostenibles, pero pueden pasar meses o años antes de que estos beneficios lleguen. Esto no es algo que ocurra de la noche a la mañana. A menos que la jerarquía de su organización esté en sintonía con esta línea de pensamiento, tendrá problemas. Y es que si las mejoras no llegan de la noche a la mañana, me atrevo a decir que te dirán que cierres el negocio.
Una de las cosas de la lean manufacturing que puede atrapar a la gente; y nuestra empresa ha pasado por ello y hablaré un poco más de eso al resumir; es la mentalidad de que lean es sólo una caja de herramientas de trucos. Hay muchas herramientas que le ayudarán a resolver los problemas a través de los procesos lean, pero lo principal en la lean manufacturing es la actitud. Queremos que nuestra gente tenga que encontrar mejores formas de mejorarse a sí misma, de mejorar el negocio, de identificar desperdicio en el negocio y de centrarse en deshacerse de las oportunidades desperdicioen el negocio: ese es el punto de partida. Las herramientas son fáciles de poner en práctica una vez que se ha conseguido que la gente esté de acuerdo y entienda que es necesario mejorar.
Breve historia de la lean manufacturing
Un poco de historia sobre lean manufacturing es útil. Incluso antes de la Segunda Guerra Mundial, Toyota estaba realizando mejoras en su negocio de telares, y fue entonces cuando la gente de Toyota se dio cuenta de que las mejoras realizadas en su negocio harían no sólo que el coste de sus procesos fuera más robusto y más bajo, sino que también sería beneficioso para la gente del negocio porque sus puestos de trabajo serían más estables. Así que desde aquellos primeros días antes de la Segunda Guerra Mundial, la mejora y la eliminación de desperdicio estaban en el ADN de la gente de Toyota. Justo después de la Segunda Guerra Mundial, cuando Toyota estaba en los primeros días de entrar en el negocio de la automoción, el presidente de Toyota de la época, Kiichiro Toyoda, declaró que Toyota tenía que ponerse al nivel de Estados Unidos en tres años, de lo contrario la industria del automóvil en Japón no sobreviviría. Se empezó a investigar dónde estaban las lagunas en el negocio de Toyota, y rápidamente se estableció que había una diferencia de productividad entre lo que veían en América y en casa, en Japón, de aproximadamente nueve a uno, por lo que por cada coche que la industria automotriz japonesa estaba produciendo, los estadounidenses, con el mismo nivel de entrada de recursos eran capaces de producir nueve vehículos.
Se hizo evidente que había muchos desperdicio en el proceso. Y aquí es donde entró un caballero llamado Taiichi Ohno. Fue esencialmente el arquitecto detrás del Sistema de Producción Toyota, y en los primeros días, a finales de la década de 1940 y principios de la década de 1950, hizo mucha experimentación en el taller sobre la ruptura de las actitudes de la gente en la fábrica sobre la forma en que deben trabajar.
Todavía puedo entrar en algunas fábricas hoy en día y ver a gente que dice “bueno, yo trabajo en una máquina de soldar, y estoy capacitado para hacer una operación de soldadura, y eso es todo lo que sirvo”. Taiichi Ohno se enfrentó a ese reto en los años 50 en Japón y, a lo largo de muchos intentos, consiguió convencer a los trabajadores de que sería mejor que todos se formaran en una serie de procesos para que los materiales fluyeran mejor por la fábrica. El personal se convirtió en polivalente y la productividad aumentó muy rápidamente una vez que se tomó conciencia de ello.
Toyota lleva sesenta años en este juego, e incluso hoy en día, cuando se habla con altos cargos de Toyota que están directamente implicados en la filosofía del Sistema de Producción Toyota, siguen profesando que tienen un largo camino por recorrer, mucho aprendizaje por hacer, mucha más experimentación necesaria y muchas más mejoras que conseguir. Por tanto, lean manufacturing no es una solución de un día para otro. Se pueden obtener ganancias bastante pronto, pero hay que darse cuenta de que es un camino largo y duro.
¿Qué hizo TI Automotive al respecto? Nos dimos cuenta de que teníamos una necesidad, entendimos la historia y leímos la literatura. Si nadie ha leído el libro de Taiichi Ohno (Toyota Production System: Beyond Large-Scale Production), se lo recomendaría como punto de partida, ya que en él se habla de la filosofía del Sistema de Producción Toyota. No es una biblia sobre cómo hacer las cosas, pero si lo lees, y también lees entre líneas, puedes ver de dónde viene el Sistema de Producción Toyota. Más que nada, no hay que seguir ciegamente el Sistema de Producción Toyota, porque como dicen los propios Toyota, el Sistema de Producción Toyota evolucionó y se desarrolló para resolver los problemas de Toyota, no nuestros problemas. Cada una de nuestras plantas tiene una serie de problemas únicos, y algunos serán similares a los de Toyota, pero muchos serán diferentes. Sin duda, nuestros productos serán muy diferentes.
Así que tenemos que asegurarnos de que entendemos que hay una necesidad real. Tenga clara su filosofía sobre lo que está intentando hacer con su programa de mejora y lean manufacturing, y tenga muy claro su enfoque.
En la división en la que estamos en TI Automotive tenemos 86 centros, así que tuvimos que tener un tipo de organización bastante jerárquica para asegurarnos de que incluíamos a toda nuestra empresa cuando lanzamos lean manufacturing. Optamos por no montar dos o tres plantas piloto, sino que optamos por hacer mucho trabajo entre bastidores y montar el sistema consultando con muchas plantas que pudiéramos lanzar a nivel mundial.
Así que creamos un comité directivo en el que participamos tres personas: yo me ocupaba de las aportaciones de Asia-Pacífico, otro de América del Norte se ocupaba de las aportaciones de América del Norte y del Sur, y otro de Europa se ocupaba también de Europa del Este y Sudáfrica. Así que prácticamente teníamos el mundo cubierto. Los otros dos eran operarios directos, por lo que eran realmente prácticos, mientras que mi role en la ingeniería de fabricación, aunque está muy relacionado con las operaciones, no es directamente práctico. Pensamos que teníamos todo cubierto a ese nivel, pero no teníamos toda la experiencia, así que mientras desarrollábamos el funcionamiento de los sistemas de TI Automotive, obligamos a algunos equipos especiales a ocuparse de áreas especiales y a proporcionarnos Feedback sobre lo que se necesitaba.
Trabajamos en esto sin lanzarnos a las plantas durante dos años. Parte de la razón por la que se necesitaron dos años fue porque tenemos una organización muy compleja, y espero que cualquiera con una estructura más sencilla pueda hacerlo mucho más rápido. Por último, terminamos con el sistema TI Productions, o como lo llamamos “TIPS”. Pero no tuvimos miedo de pedir prestado a TPS y a la infame casa TPS, así que construimos una casa TIPS. El techo representa nuestro objetivo de apoyar a las partes interesadas, los clientes y los empleados, y de asegurarnos de que estén satisfechos con los resultados de la empresa. Si estaban satisfechos, sabíamos que el negocio sería fuerte.
Construimos este proceso TIPS sobre una base de Kaizen / Mejora Continua y cero defectos. En nuestro negocio tenemos que fabricar nuestro producto en un tiempo de espera, que es el ritmo al que nuestros clientes nos demandan productos. No queríamos sobreproducir ni infraproducir, lo que requería la implicación de todos nuestros empleados, especialmente los de la planta. Queríamos contar con sistemas pull en todas nuestras operaciones, y puedo decir que nos queda mucho camino por recorrer: sólo estamos arañando la superficie. Las ventajas de los sistemas pull son que eliminan el WIP de su proceso, le ayudarán a gestionar sus productos acabados y le darán claridad en la planta de producción: a medida que los problemas y los cuellos de botella evolucionen, podrá verlos con mayor claridad.
Normas y evaluación
Nuestro negocio de frenos y carburantes, en particular, ha crecido desde los años 20, y una de las razones por las que nuestro negocio ha tenido éxito en todo el mundo es que hemos dado mucha autonomía a nuestras delegaciones. Han tenido éxito a la hora de ganar negocios y atender a sus clientes. Sin embargo, cada puesto de avanzada hacía lo suyo y tenía éxito por derecho propio. Cuando una de nuestras grandes empresas mundiales llegó a China y dijo que quería el mismo rendimiento de China que el que obtenía de TI Automotive en Alemania, no sabíamos si eso era justo. Pero si tienes clientes globales, simplemente dices “sí señor”, porque su negocio es bueno, su dinero es bueno. Así que los estándares globales son un reto que tenemos por delante en este momento, y eso me consume.
Hemos elaborado un folleto que contiene algunos elementos básicos de lo que llamamos esos nueve elementos de TIPS: los tres elementos de satisfacción, los cuatro pilares y los dos elementos fundamentales. El propósito de producirlo era poder entregarlo a los empleados del taller. Luego, cuando entramos en el taller y hablamos de tener que construir según las normas y solicitar su participación en la aplicación de los sistemas pull, tenían algo que podían llevarse para leer y cuestionar.
También hemos elaborado un manual que es una ampliación del folleto para empleados. No es un libro de instrucciones, ni una caja de herramientas lean manufacturing, por lo que no te dice las tareas diarias de cómo implementar un sistema pull o cómo hacer SMED o cómo hacer TPM (hay un montón de acrónimos en todo esto). En su lugar, el manual es un conjunto de directrices sobre cómo hacer funcionar la empresa a diario: lo que hay que hacer en las revisiones mensuales de la dirección, lo que hay que hacer en la planta a diario, cómo configurar la planta con información sobre lo que ocurre en la empresa, etc., para que todo el mundo esté expuesto al rendimiento de la empresa.
La razón por la que lo incluimos en el manual y no en el conjunto de herramientas es que, cuando hacemos una autoevaluación de la empresa, estamos evaluando la forma en que está estructurada y gestionada para las actividades de mejora. El enfoque no es el éxito que están teniendo con los sistemas pull, o SMED o Kaizen o actividades en grupos pequeños, sino que es un sistema que le permitirá medir cómo está dirigiendo el negocio. Y lo que hemos hecho aquí es dividir cada uno de esos nueve elementos de la Casa TIPS, y dentro de ella tenemos también subelementos, divididos en cinco categorías. La categoría uno es que no estás haciendo nada asociado a lo que el elemento requiere que hagas, hasta la categoría cinco, en la que eres realmente de clase mundial en tu actividad en esa área en particular. Y así, el director de la planta puede puntuar su operación de uno a cinco.
Como estamos planeando desplegar TIPS en toda nuestra organización, esto no es un despliegue corporativo. Se trata de un despliegue que devuelve la responsabilidad directamente al nivel de la planta, donde deben producirse las mejoras. El objetivo y la tarea consisten en conseguir la aceptación del director de la planta para que su equipo directivo se apropie del proceso y lo extienda a toda la planta. Las actividades de mejora deben ser, sin duda, responsabilidad del director de la planta. No puedo entrar en una planta y decir que se necesitan mejoras si el director de la planta se aparta y dice que eso es una tontería, que no quiero hacer esto, que tengo otras prioridades, etc.
Así, a partir de este proceso de autoevaluación, en el que analizamos los elementos y subelementos de nuestro sistema, podemos obtener esta puntuación que nos dará automáticamente un análisis de las deficiencias. Todo lo que sea menos de cinco nos indica que tenemos una brecha, así que si estamos en los dos y tres, ahí es donde debemos poner nuestra prioridad. Si somos cuatro, probablemente podamos vivir con eso durante un año o dos, porque puedo asegurar que tendremos dos y tres en otros lugares, pero espero que no sean demasiados. En última instancia, el análisis de las deficiencias puede presentarse de cualquier manera. Hemos optado por hacerlo con un diagrama de araña para poder ver dónde están los máximos y los mínimos. También hay algunas actividades del plan de mejora y un plan de calendario que van junto con la autoevaluación.
La otra gran ventaja del sistema de puntuación que estamos introduciendo es que nos permitirá no sólo identificar las mejoras necesarias en una planta, sino que nos ayudará a compartir los conocimientos en todas nuestras plantas. Así que podemos tener un grupo de plantas en la India que están luchando por un elemento en particular y tienen dos y tres, pero podemos tener una planta en España que tiene cuatro y cinco en esa área, por lo que podemos hacer que los dos hablen juntos, o utilizarme como un conducto, para entender lo que el equipo en España está haciendo para obtener cuatro y cinco, y lo que se está haciendo en la India para obtener dos y tres. Podemos reunir esa información, y así sentimos que podemos desplegar muy rápidamente las cosas muy buenas que estamos haciendo en nuestro negocio, llevar los unos, los dos y los tres hasta los cuatro y los cinco, y lograr resultados más rápidamente.
Implementación de lean – Comentarios finales
Leo mucho material sobre este tema, porque personalmente encuentro fascinante y desafiante encontrar las mejores formas de ayudarnos en nuestro negocio. En la actualidad hay mucha información procedente de Norteamérica acerca de que Six Sigma es una herramienta lean. Sin duda, Six Sigma tiene un lugar para la resolución de problemas en las empresas, pero mi definición de una herramienta verdaderamente lean para ayudar a mejorar su negocio es aquella que puede aplicarse a nivel de la planta de producción con la participación del personal de la misma. Seis Sigma no se presta fácilmente a las aplicaciones que implican a personas directamente en el taller que impulsan las mejoras. Hay un lugar para ello, pero no lo pongo en la misma categoría que lean manufacturing.
Seis Sigma no se presta fácilmente a las aplicaciones que implican a personas directamente en el taller que impulsan las mejoras. Hay un lugar para ello, pero no lo pongo en la misma categoría que lean manufacturing.
Ya he hablado de centrarse en la actitud y no en la caja de herramientas de las soluciones. En un ejemplo de nuestra propia empresa en los Estados Unidos, hace unos quince años, lanzamos lo que entonces llamamos Fabricación con Sentido Común, que en realidad no es más que un nombre local para el Sistema de Producción Toyota o lean manufacturing. Esencialmente, nos dedicamos a ello con muchas herramientas y mucha formación sobre el uso de los conjuntos de herramientas, pero en los últimos quince años, a medida que la gente ha ido y venido, y que hemos tenido que reducir el número de empleados en Norteamérica durante la crisis financiera mundial, nos dimos cuenta de que no había ninguna sustancia que respaldara los procesos lean manufacturing que pusimos allí. No habíamos cambiado la cultura en las fábricas. Estábamos haciendo un buen trabajo en el uso de las herramientas, pero no habíamos cambiado la cultura. Y realmente es ahí donde hay que hacer un gran esfuerzo.
En lo que respecta a la comunicación con las partes interesadas, es absolutamente fundamental mantener la participación de la alta dirección y el consejo de administración. No quiere que haya sorpresas al implantar lean: si se retrasa o se encuentra con alguna limitación presupuestaria, hágalo público y hágalo pronto. La implantación delean es un programa a largo plazo, no una solución rápida de la noche a la mañana.
Sea consciente de las diferencias culturales. Me expongo mucho a esto en Asia, donde algunas de las culturas asiáticas son muy fuertes, especialmente en Japón, China, India y Tailandia. Cuando trabajo en nuestras fábricas no intento cambiar la cultura del país de la gente, no hay esperanza. Pero dentro de la fábrica hay una cultura de empresa en cuanto a la forma de hacer las cosas, y tenemos que trabajar con esa cultura de empresa y la cultura del país para encontrar un punto medio. No se puede imponer una sobre otra. Si dejas que la cultura de la empresa gobierne, y hemos estado allí en particular en China y Tailandia, y si la cultura de la empresa trata de abrirse camino, tu tasa de éxito será muy lenta.
Pero no sólo hay que tener en cuenta la cultura del país. Hay cuestiones regionales, y a los norteamericanos no les gustan los europeos, a los que no les gustan los asiáticos, etc. Así que hay mucho trabajo que hacer dentro de tu propia organización. Incluso de una planta a otra: recuerdo que cuando empecé a trabajar en TI Automotive era director general de las operaciones australianas y no podía creer las diferencias de actitud entre nuestra planta de Dandenong, Melbourne, y nuestra planta de Kilburn, Adelaida. A tan sólo 750 km de distancia, había diferencias de actitud, diferencias culturales y diferencias en la forma de hacer las cosas. Es muy importante que se dé cuenta de estas cosas a tiempo, antes de que empiecen a enconarse y a socavar sus actividades en sus acciones de implantación de lean.

Te recomiendo encarecidamente que encuentres el libro de Taiichi Ohno, probablemente cueste unos 40 dólares y merece la pena la inversión. Hay otro gurú de los años 50 y 60 de Japón, Shigeo Shingocon una muy buena gama de libros sobre actividades de herramientas como Poka-yoke, el Single Minute Exchange of Die y algunas técnicas básicas de procesos de producción. Otra buena fuente de información es el Lean Enterprise Institute.
Recomiendo encarecidamente al equipo de Shinka Management y su asociación con la Japan Management Association Consultants (JMAC). Yo mismo los he utilizado y no puedo hablar lo suficiente de sus capacidades.
Hay un montón de información sobre la lean manufacturing. Ten cuidado de no dejarte engullir por todo ello. Ten cuidado de no saltar a la solución de la caja de herramientas demasiado rápido. Ten cuidado de no quedarte atascado como hizo nuestra empresa, que tardó dos años en elaborar lo que quería hacer antes de ponerlo en práctica. Arremángate y ponte a trabajar con cautela. Planificar, planificar, planificar y luego aplicar rápidamente. Y una vez que empieces a ponerlo en práctica, creo que encontrarás los beneficios y será muy, muy gratificante.
El Grupo de Interés Especial en Lean Manufacturing se reúne regularmente en lugares de toda Australia. Las reuniones son facilitadas por Consultores Lean de Shinka Management.